




Decken T-Raster Rollformmaschinn
Maschinnennumm:
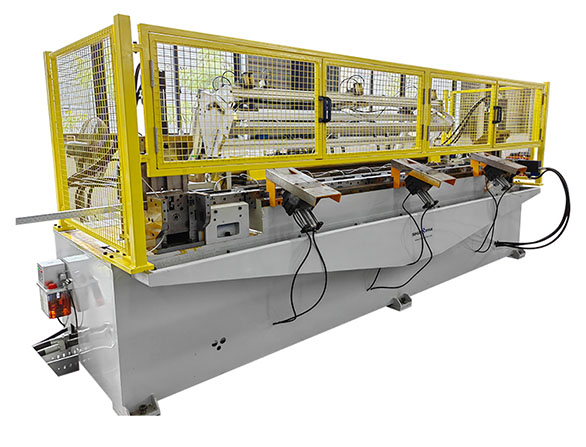
Automatesch Héichgeschwindegkeet Multi-Spezifikatioun Haapt-T-Gitter Rollformmaschinn andeems een eng Set Rollformeenheet (COMBI) auswiesselt.
Rollformunitéit mat Getriebe
1.1. D'T-Bar Produktiounslinn kann iwwer eng PLC iwwerwaacht ginn. Wann et Feeler an der T-Bar Produktiounslinn gëtt, lokaliséiert d'PLC d'Feeler. D'Ënnerhaltslinn ass einfach fir d'Mataarbechter.
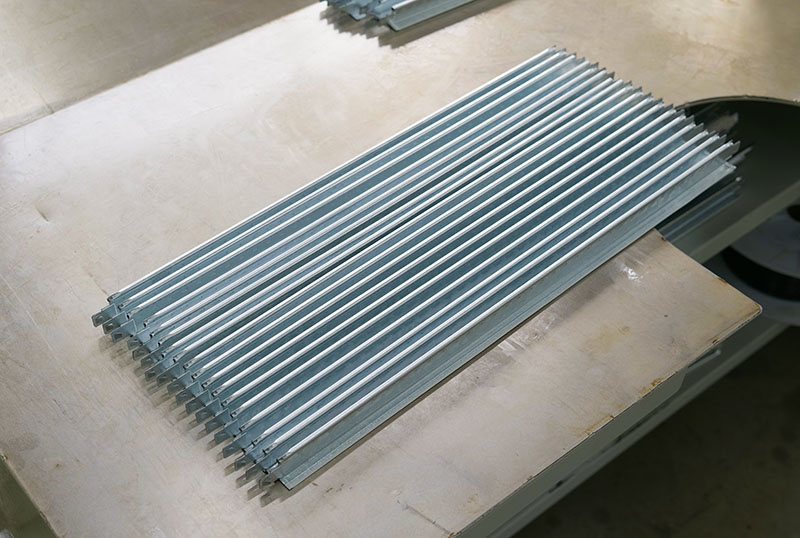
1.2. D'Produktiounsgeschwindegkeet vun T-Bar läit bei 0-60M/Min. Déi duerchschnëttlech Geschwindegkeet vun engem Kräiz-T-Bar ass 36m pro Minutt. An enger Minutt kënne 6 Stéck mat enger Längt vun 3660mm (12FT) an engem Haaptbam vun 40 Stéck mat enger Längt vun 1200mm (4FT) produzéiert ginn.
1.3. Verschidde Spezifikatioune Rollformunitéiten (6) kënnen an 30 Minutten ersat ginn, 24X32H Spezifikatioune kënne produzéiert ginn, wann ee Set Rollformunitéiten (6) derbäigesat gëtt.
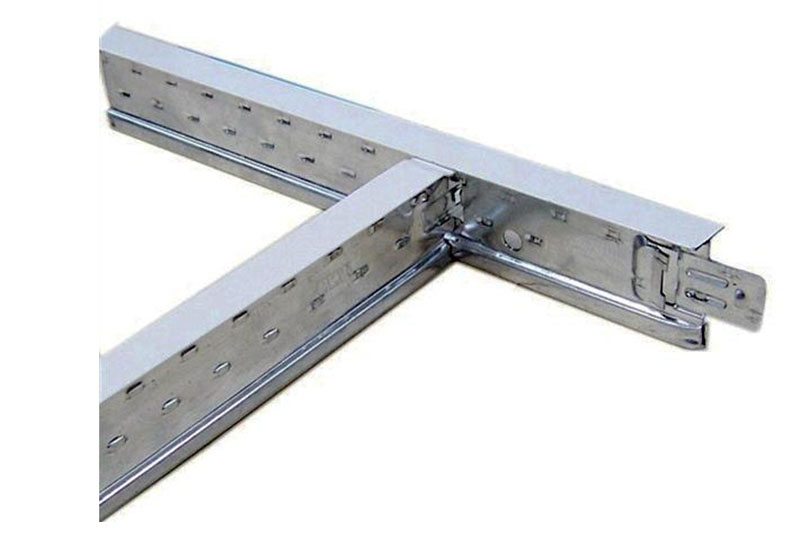
Produktzeechnung:
Haapt-T-Barprofil 38h *24*3600mm/3700mm.
Quer-T-Stangprofil 38h*24*600/1200mm.
Mir designen d'Maschinn no Ärer bestätegter Zeechnung.
1. Duebel motoriséiert Entwackelung (lackéiert Stahlcoil)
1.1. Ladekapazitéit: 1500 kg * 2
1.2. Coil Spezifikatioun: AU 2.000 mm ID 508 mm. Lackstahl Coil Breet: 100 mm
1.3. Duerch Handrollen fir d'Spull unzezéien
1.4. Vum Motor ugedriwwen
1.5. Ugedriwwenen Motor: 1.5kw
2. Duebel motoriséiert Entwackelung (galvaniséierte Stahlspiral)
2.1. Ladekapazitéit: 3000 kg * 2
2.2. Spulspezifikatioun: AU 1.500 mm. INN 508 mm. Breet: 150 mm.
2.3. Mat der Hand no bannen rullen fir d'Spull unzezéien.
2.4. Vum Motor ugedriwwen
2.5. Ugedriwwenen Motor: 1.5kw

D'Rollerformunitéiten funktionéieren mat héijer Geschwindegkeet, dofir brauche mir eng Späicherunitéit fir de Motor an de Reduzéierer ze schützen an hir Liewensdauer ze verlängeren.

Motorleistung ass 15 kW, Mark ass ABB.
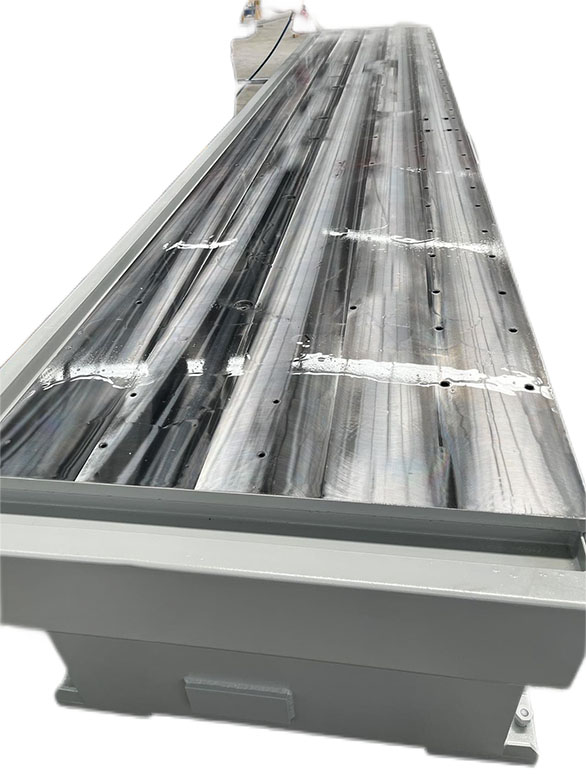
D'Maschinnbasismaterial ass Q345-B Stol duerch komplett Hëtzebehandlung fir d'bannenzeg Kraaft fir eng laang Maschinnliewensdauer ze eliminéieren.
Den Aarbechtsdësch vun der Maschinn benotzt eng grouss CNC-Gesamtveraarbechtung fir en héije Präzisiounsniveau, eng flaach Toleranz bannent 0,05 mm, de Raum bannent 0,02 mm an de Rollformunitéiten oder dem Positionéierungsstift.
Rollformunitéiten (COMBI) sinn op der Maschinnbasis fixéiert. COMBI kënnen no verschiddene Gréissten vun T-Stangen ersat ginn.
Rollformstatioun 16+ 5 Hëllefsrollen, Rollmaterial ass CR12MOV1 (SKD11) Vakuumhëtzebehandlung 58-62 HRC.
D'Rollformmaschinn benotzt eng ganz Getriebestruktur fir d'Liewensdauer vun der Maschinn ze verlängeren.
Den Duerchmiesser vum Wellekär ass ∮40 mm, d'Material ass 40 CR duerch Ofkillungshëtzebehandlung.
Material vum Wandrahmen: Q345 - B, CNC-Veraarbechtung, Wärmebehandlung.
Zuel vun de Sëtzer riichten: 1 Set, d'Benotzung ass fir de Profil vun uewen an ënnen, vir an hannen, lénks a riets ze riichten.
Formlinngeschwindegkeet 0-80M/min. Schnell oder lues Geschwindegkeet kann automatesch kontrolléiert ginn.

D'Stanzform benotzt d'Material vun SKD11 mat Vakuumhëtzebehandlung, d'Häert ass HRC 58–62.
Installéiert 6 Stéck Lächer fir Lächer ze stansen.
Ofschnëttslängt 3600mm T-BAR Befestigungslächer, Verbindung duerch hydraulescht Stanzen, De Roboter dréit déi gestanzt T-Bar op den Stapeldësch.
Motorleistung: 15 kW, Motormarken: ABB
Pompelbetriebsdrock: 140 kg Hydraulesch Duerchfluss: 65L Mark ass Rexroth (Däitsch)
Uelegzylinderen, Quantitéit: 9 Stéck
Akkumulator: 25L Mark: OLAER (Franséisch)
Drocksensor, IFM (Däitsch) den elektromagnetesche Ventil: Rexroth (Däitsch)
D'Filtermark ass Parker (USA) 10.7, den Ueleg gëtt duerch Waasser oder duerch Loft gekillt (wéi personaliséiert).

PLC-Marken: MITSUBISHI (JAPAN).
Scherregler: Italienesch (SIHUA).
Frequenzwechselrichterleistung: 15 KW Mark: YASKAWA (Japan)
Relais- a Sicherungsautomat Mark: Schneider.
Mënsch-Maschinn-Interface (Touchscreen) Mark: KINCO, Gréisst 10,4 Zoll.
Elektresche Schrank, externen Drot iwwer de Schnellstecker ugeschloss.








Produktkategorien
-

Italienesch Technologie Deckenkräiz T-Bar Maschinn ...
-

Automatesch Héichgeschwindegkeet Multi-Spezifikatioun Haapt ...
-

Italienesch Technologie Plafong SIHUA Haapt- a Kräiz...
-

Shanghai Qualitéit SIHUA Haaptdecken T Gitter Roll...
-

Legierungsverbinder Kräiz T-Bar Rollformmaschinn
-

Automatesch laang a kuerz Kräizung fir hänkeg Plafongen...