







Italienesch Technologie Plafongskräiz T-Bar Maschinn Kräiz T-Bar Rollformmaschinn
Maschinneinféierung (Querschnittsstanglängt 600/1200mm)
1. D'T-Bar Produktiounslinn kann iwwer eng PLC iwwerwaacht ginn. Wann et Feeler an der T-Bar Produktiounslinn gëtt, lokaliséiert d'PLC d'Feeler. D'Ënnerhalt ass einfach fir d'Mataarbechter.
2. D'Produktiounsgeschwindegkeet vun T-Bar läit tëscht 0-80M/Min. D'Duerchschnëttsgeschwindegkeet ass 36m pro Minutt. Eng Minutt kann 10 Stéck Haaptbam mat enger Längt vun 3660mm (12FT) produzéieren.
3. Verschidde Spezifikatioune Rollformunitéiten (6) kënnen an 30 Minutten ersat ginn, 24X32H Spezifikatioune kënne produzéiert ginn, wa just ee Set Rollformunitéiten (6) derbäigesat gëtt.
Prozess Aarbechtsfloss
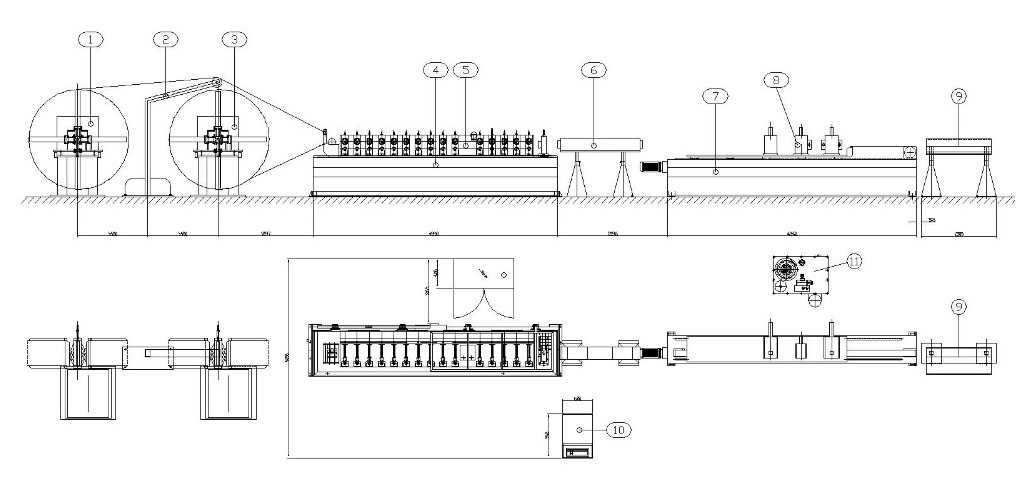
| NEE. | Deelernimm | Quantitéit |
| 1 | Duebel Entwackelung (lackéiert Stahlcoil) | 1 |
| 2 | Lagerunitéit fir Lackstahl. | 1 |
| 3 | Duebel Entwackelung (galvaniséierte Stahlspiral) | 1 |
| 4 | Basis vun der Rollform. | 1 |
| 5 | T-Bar Rollformungsaarbechtsunitéiten. Mat Reduzéier-Austauschroll | 1 |
| 6 | Schneidtischbasis | 1 |
| 7 | Stanzen stierft. | 1 |
| 8 | Verpackungsplattform | 1 |
| 9 | Kontrollpanel (Elektrescht Kontrollsystem) | 1 |
| 10 | Hydraulesch Installatiounen | 1 |
Eng Deckenkräiz-T-Bar-Maschinn oder Kräiz-T-Bar-Rollformmaschinn ass eng spezialiséiert Ausrüstung, déi an der Fabrikatiounsindustrie benotzt gëtt fir T-fërmeg Deckengitter oder T-Bars ze produzéieren, déi benotzt gi fir Plafongsplacken z'ënnerstëtzen. Dës Maschinn benotzt italienesch Technologie an ass voll automatiséiert a computergesteiert, wat eng héich Präzisioun a Geschwindegkeet am Produktiounsprozess garantéiert. D'Maschinn funktionéiert andeems se flaach Metallblecher agefouert huet, déi dann duerch eng Serie vu Rollen geleet ginn an an déi gewënscht T-Bar-Form geformt ginn. Dat fäerdegt Produkt gëtt op déi gewënscht Längt geschnidden a kann direkt a Bauprojeten benotzt ginn, ouni datt weider Veraarbechtung néideg ass. Dës Zort Maschinn gëtt dacks an der Bauindustrie benotzt fir Plafongsgitter ze produzéieren, déi an ënnergehängte Plafongssystemer benotzt ginn.





