





Shanghai SIHUA Solar PV Halterung Rollformmaschinn
Eng Rollformmaschinn fir Solarpanelen ass eng Zort Ausrüstung, déi am Fabrikatiounsprozess vu Montagestrukture fir Solarpanneauen benotzt gëtt. D'Maschinn benotzt e Rollformprozess fir kontinuéierlech Längt vu Metallblecher ze produzéieren, déi dann geschnidden a a verschidde Formen a Gréissten geformt ginn, fir verschidden Aarte vu Montagesystemer fir Solarpanneauen ze kreéieren.
De Rollformprozess besteet doran, e Metallsträifen duerch eng Serie vu Rollen ze führen, déi de Metall lues a lues an dat gewënschte Profil oder d'gewënscht Form formen. Dat resultéierend Produkt ass eng kontinuéierlech Längt vu Metallblech, déi geschnidden a zu eenzelne Komponenten fir d'Montage vu Solarpanneauen geformt ka ginn.
D'Solar-PV-Support-Rollformmaschinn gëtt typescherweis an der erneierbarer Energieindustrie benotzt fir héichqualitativ, haltbar an effizient Solarpanneau-Montagestrukturen ze produzéieren. Dës Strukture sinn entwéckelt fir Solarpanneauen sécher op der Plaz ze halen a verschiddene Wiederkonditiounen standzehalen, wärend se hir Belaaschtung duerch Sonneliicht maximéiert ginn.
Insgesamt spillt d'Solar-PV-Support-Rollformmaschinn eng wesentlech Roll bei der Produktioun vu Solarpanneau-Montagestrukturen, déi kritesch Komponenten vu Solarenergiesystemer sinn, déi propper an nohalteg Energie generéieren.
Produktiounsprozess: Entwackelmaschinn (Entwackelmaschinn, Gläichmaschinn, Servo-Führer) → Pressmaschinn (Lachstanzmaschinn) → Rollformmaschinn → Schnëttmaschinn (hydraulescht System gëtt Stroum) all Deeler goufen duerch en elektrescht Kontrollsystem gesteiert (Detailer wéi follegt)
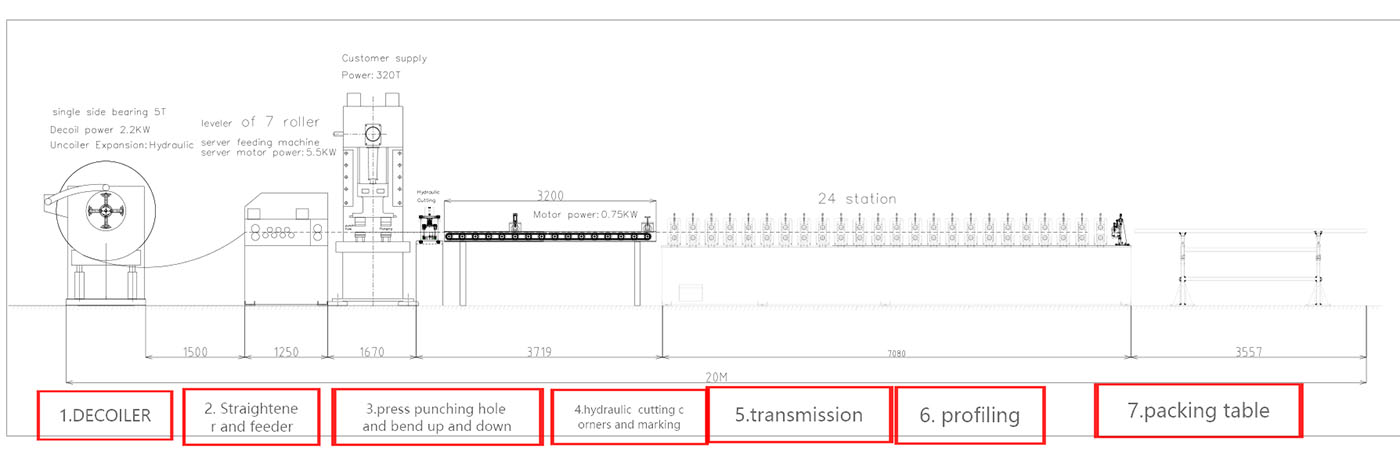

| Ofhackeler, Glätter, Zufuhrer | |
| Hydraulesch Entwackelung | Ladekapazitéit: 4 Tonnen mat Ladewagon |
| Material | 2mm, S 235 JR |
| Glätter | Materialbreet 《450MM |
| Servo-Feeder | D'Genauegkeet vun der Pitch ass +-0,15 mm, d'Mark vun der PLC ass Mitsubishi |
| Servomotorleistung ass 2,9 kW, Mark ass YASKAWA | |
| Pressmaschinn a Stanzform | |
| D'Kapazitéit vum Band YangLi ass 125 Tonnen | |
| Solar PV Klammer Rollformmaschinn | |
| Produktgeschwindegkeet | 0-40m pro Minutt |
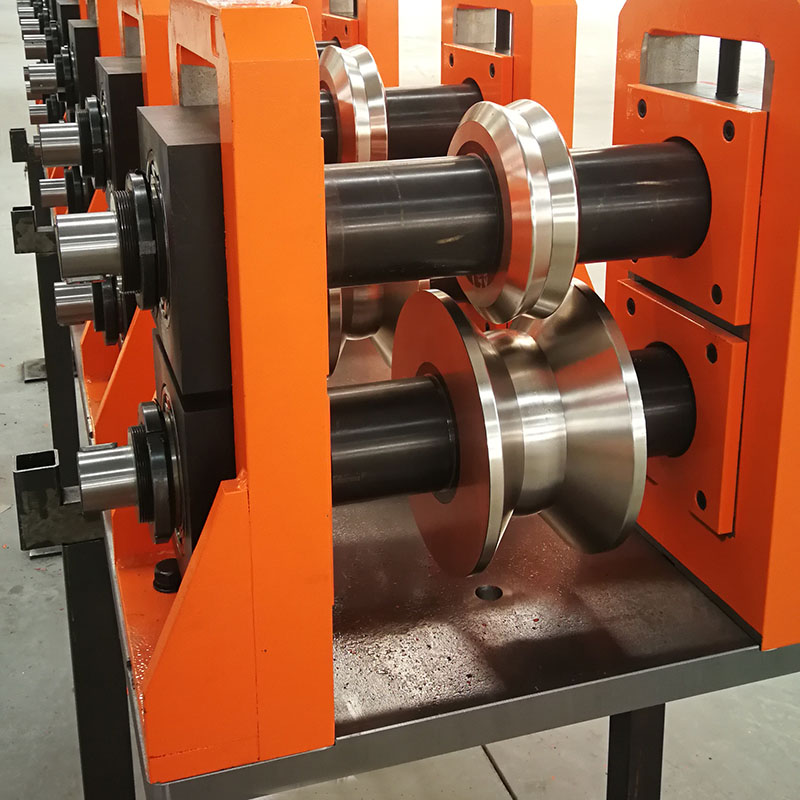
| Rollrei | 20-35+ Schrëtt (richteg riicht) |
| Wellenduerchmiesser | Φ70mm, Material-40Cr, Hëtztbehandlung |
| Rollmaterial | Cr12MoV Vakuum-Hëtzbehandlungshärke: 58-62HRC |
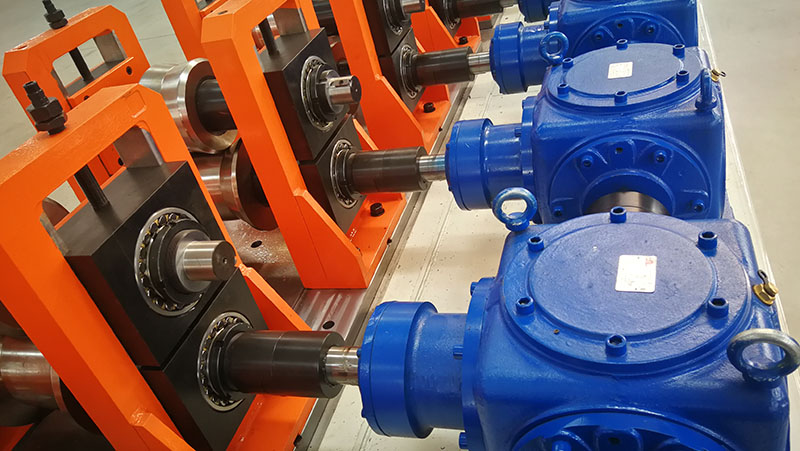
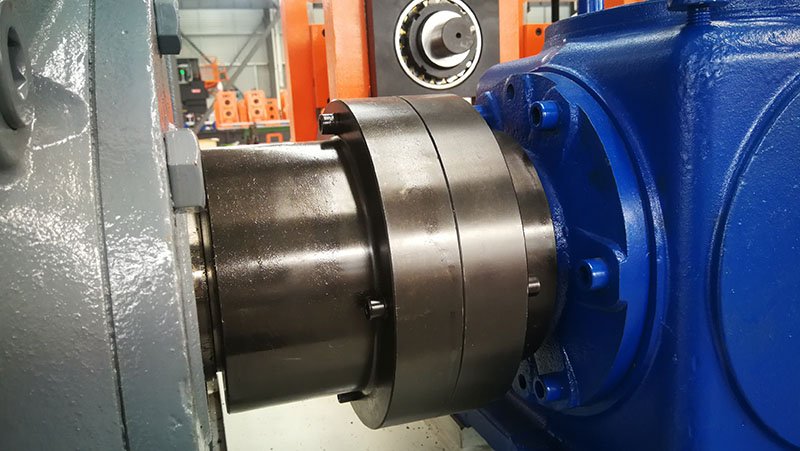
| Motor mat engem grousse Reduzéierer | 45KW Mark Siemens |
| Modell vun engem Kegelradreduzéierer | T10 |
| Installéiert Ofkillung fir all Roll | |
| Schneidtisch mat Positionéierungsstift | |
| Schneidform | 4 Sätz |
| Material | SKD11 |
| Mark vun der Führungsschinn | TBI |
| Zylinder | ARITAC |
| Servomotor Mark Yaskawa 4.4kw | |
| Hydraulescht System | |
| Hydraulikpompelfluss | 50L/Minutt |
| Motorleistung | 11 kW; SIEMENS |
| Zuel vun de Wäerter vum hydraulesche Solenoid | 2er-Set, REXROTH |
| Hydrauleschen Akkumulatorkapazitéit 25L | |
| Tankvolumen | 220L |
| Elektrescht Kontrollsystem | |
| Encoder | OMRON (japanesch Mark) |
| Frequenzmotor | 45 kW (NIDEC) |
| PLC | MITSUBISHI (japanesch Mark) |
| Mënschlech Interface | KINCO |
| Relais | OMRON (japanesch Mark) |
| Verpackungsdësch | |
| Längt | 6,5 Milliounen |





